
What do you do when your hydrostatic PROOF goes POOF? All too often, the tester becomes a prisoner of the gauge, wistfully hoping that somehow, someway, each time the pipeline is pumped back to the same pressure, it would bring a different or better result. On the other hand, in less than 2 hours, the diagnostic Double Bump Test (DBT) offers these benefits:
- Determine if the pipeline is suffering from a leak or just trapped air.
- Help avoid costly and time-consuming undue exploratory excavations.
- Establish the full scope of what you are chasing – volume per minute, preferably at 200 psi.
- No special equipment needed – just a pump, a gauge, and a bucket.
Two Ways To Fail
The post-installation hydrostatic proof test (HPT) of a pipeline confirms that all its parts are free from manufacturing deficiency, installation anomaly, or damage during transport and handling. The manufacturing aspect of a pipeline’s fitness is primarily covered by the 500-psi hydrotest of every single pipe at the foundry of origin. The field HPT primarily examines the installation portion of a pipeline’s creation.
There are two simple measures regarding a pass or fail of the hydrostatic proof test;
- Pressure loss greater than 5-psi during the test or...
- A recovery water volume that exceeds the computed amount permitted for the diameter and length of the pipeline segment being tested. The allowable recovery volume for any Ductile iron pipeline is easily computed with the Hydrotest Allowance Calculator contained within the McWane Pocket Engineer located at pe.mcwane.com.
Foundation Of The Double Bump Test
Developed over three decades of utility pipeline hydrotesting experience, the diagnostic DBT is based on the reliable fact that air is compressible and water is not. Far too often, a pressure drop is confused for water loss, leading the contractor on a repetitive, frustrating, and costly hunt for what may not be there.
Trapped air is the leading cause of a false-negative result from a field HPT. Time after time, with the pump on, air pockets get compressed, and pressure rises on the gauge.
Turn the pump off, and these pockets expand again, showing a loss on the gauge, often more than 20 or 30 psi depending on pipeline size, length, and the geometry as installed.
The primary question of “Is this pipeline leaking?” can quickly be answered without digging a single exploratory pothole by using the problem-solving procedure known as the Double Bump Test. Simply comparing the recovery volumes across three (3) separate 30-minute pressure tests and bumping the pressure up for each test can ascertain if the pipeline contains trapped air or is losing water.
MUST ASK Questions Before Bumping
When our Product Engineers receive a call from others informing us that a pipeline is not performing well in the field during an HPT, informative questions must be asked before planning the next best course of action, which typically is the diagnostic Double Bump Test. These questions also serve to PROTECT THE PIPELINE FROM ANY ADDITIONAL ISSUES based on the original design parameters of the pipeline.
- Is the entire pipeline segment to be tested constructed of Ductile iron pipe (DI pipe)?
Significant damage can occur to alternate (non-metallic) piping materials at pressures greater than 200 psi. - How much pipe of what size is involved in the segment being tested?
The length and size of the segment being tested and the pump's location can affect judgments made from the data collected during the diagnostic DBT. - What is the highest pressure the pipeline segment of concern has been pumped to?
Suppose the pipeline, for example, cannot be pumped to or above 200 psi. In that case, this indicates a significant anomaly, such as a severely displaced gasket or other significant damage to the pipeline, such as a split, crack, or impact wound through the pipe wall. - Does the pipeline segment being tested fall to 0-psi?
If so, there is a substantial active leak, and the rate of water loss at 200 psi should be taken as the volume to chase. - Does the pipeline segment being tested fall below any adjacent static pressure, but not to 0-psi?
If so, this indicates that the tested pipeline segment is hydraulically isolated; otherwise, the segment pressure would equalize to the adjacent static pressure. Use the DBT to analyze the next best step to take. - Are there restrained joints in the pipeline segment being tested?
Unrestrained rubber-gasket pipe joints are prone to separation at higher internal pressures. Above ground, with no aid from the weight of backfill, any diameter push-on unrestrained joint can separate from only 50 psi of hydrostatic pressure. - What design pressure was used for the restrained joints in the pipeline section being tested?
It is not recommended that the ultimate design pressure (SF*Pd) established by the engineers for the restrained joints of a pipeline be exceeded. The Thrust Restraint Calculator contained in the McWane Pocket Engineer applies a default safety factor (SF) of 1.5 to the input Design Pressure (psi). Should the user choose to change this Safety Factor to 2.0, the restrained joint requirements (the wiggle zone) would be calculated at twice the input Design Pressure. Using a Safety Factor of 1.0 would compute the restrained joint needs at precisely the input Design Pressure.


Doing the Bump – The Double Bump Test, That Is…
The preferred hydro test pressures for the diagnostic Double Bump procedure are 200, 250, and 300 psi for 30 minutes each. And no worries. Each DI pipe or fitting has been factory tested to a minimum of 500 psi per the AWWA standard. Brass/copper service connections to DI pipe, should they be installed before testing the pipeline, have been shown through significant DIPRA testing to handle 500 psi easily. AWWA conformant resilient-seat gate valves and/or wedge-action retainer glands also perform admirably against 500 psi.
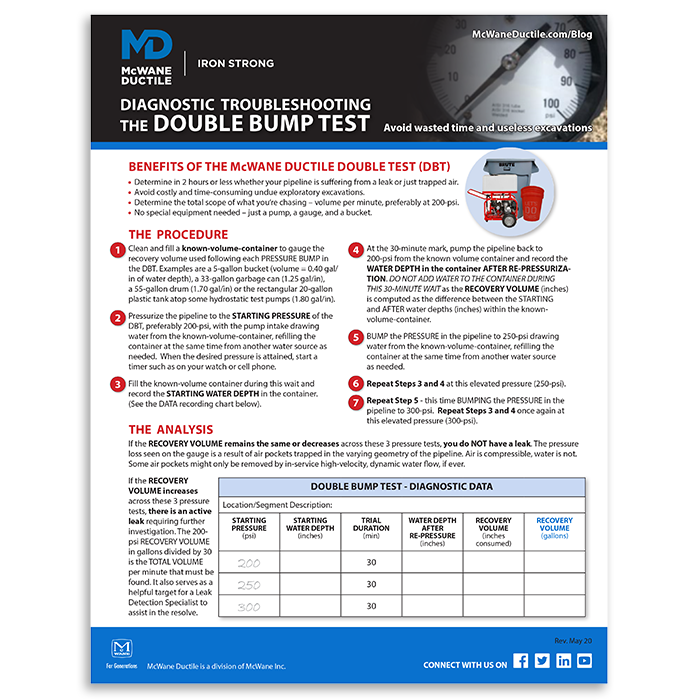
HOW TO PERFORM THE SIMPLE AND RELIABLE DOUBLE BUMP TEST PROCEDURE
-
Clean and fill a known-volume container to gauge the RECOVERY VOLUME used DURING each PRESSURE BUMP in the DBT. Examples are a 5-gallon bucket (volume = 0.40 gal/in of water depth), a 33-gallon garbage can (1.25 gal/in), a 55-gallon drum (1.70 gal/in), or the rectangular 20-gallon plastic tank atop some hydrostatic test pumps (1.80 gal/in).
- Pressurize the pipeline to the DBT's STARTING PRESSURE, preferably 200 psi, with the pump intake drawing water from the known-volume container and refilling the container simultaneously from another water source as needed. When the desired pressure is attained, start a timer on your watch or cell phone.
- Fill the known-volume container during the 30-minute wait and record the STARTING WATER DEPTH in the container. (See the DATA recording chart below).
- At the 30-minute mark, pump the pipeline back to 200 psi from the known-volume container and record the WATER DEPTH in the container AFTER RE-PRESSURIZATION. The RECOVERY VOLUME (inches) for each 30-minute DBT is the difference between the STARTING and AFTER water depths (inches) within the known-volume container.
- BUMP the PRESSURE in the pipeline to 250 psi, drawing from the known-volume container and refilling the container simultaneously from another water source as needed.
- Repeat Steps 3 and 4 at this "bumped up" pressure (250-psi).
- Repeat Step 5 - this time, BUMPING the PRESSURE in the pipeline to 300-psi. Repeat Steps 3 and 4 once again at this elevated pressure (300-psi).
ANALYSIS of Double Bump Test Results:
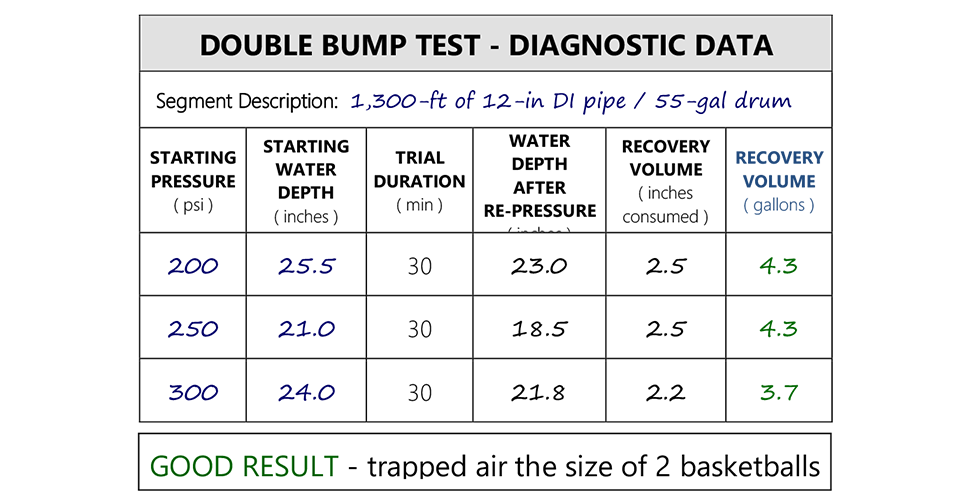
If the RECOVERY VOLUME remains the same or decreases across these three pressure tests, you do NOT have a leak. The pressure loss seen on the gauge is a result of air pockets trapped in the varying geometry of the pipeline. Air is compressible; water is not. Some air pockets might only be removed by in-service high-velocity dynamic water flow, if ever. No further investigation is needed on this pipeline segment.
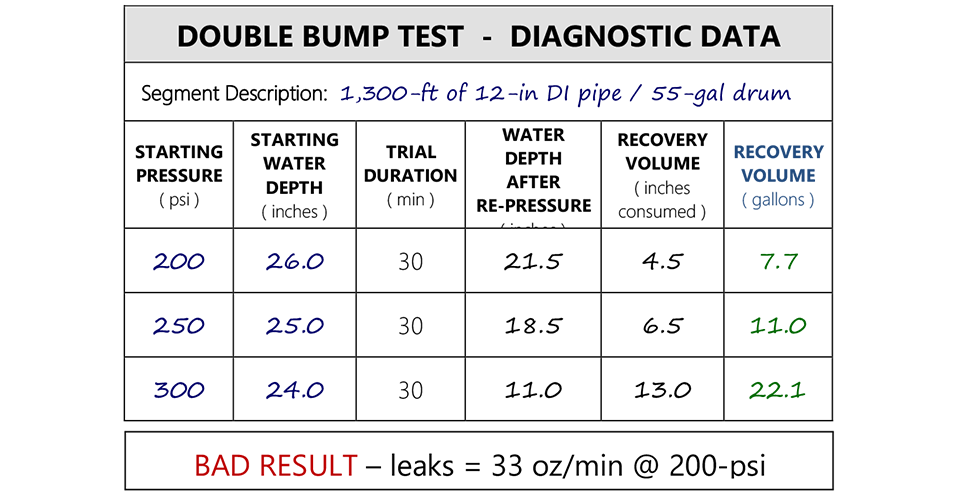
If the RECOVERY VOLUME increases across these three pressure tests, there is an active leak requiring further investigation. The 200-psi RECOVERY VOLUME in gallons divided by 30 is the TOTAL VOLUME per minute that must be found. Additional investigation is needed via purposeful excavations or, preferably, chasing the sound with the aid of a leak detection specialist. The best practice is to find all of the leaking 33 ounces/min before repairing the pipeline.
Even The BAD Can Be GOOD
Nobody ever wants to experience leaks in a pipeline. However, if or when leaks occur, it is better to know quickly and precisely what the pipeline is doing instead of wasting valuable time and money with random excavations. The McWane Ductile Diagnostic Double Bump Test truly can make the best of a bad situation, with less frustration from the unknowns and a swifter overall resolution of the issues.
Now that you understand the diagnostic DBT procedure better, click the DOWNLOAD button below to download our handy tip sheets with instructions and a diagnostic data chart.
Is it a leak or just trapped air? Be confident with your pressure test results by downloading and using this handy Double Bump Test Tip sheet!
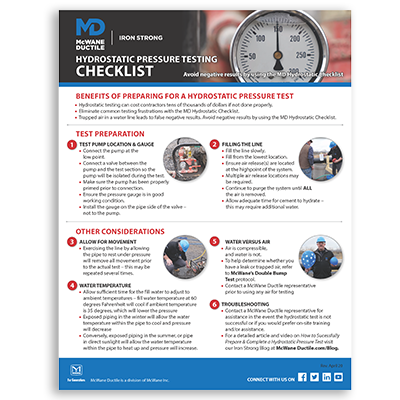
With this free Hydrostatic Pressure Test Preparation Checklist from McWane Ductile, you can avoid negative test results and succeed the first time!
-
Need Assistance with Your Waterworks Project?
If you have any questions regarding your water or wastewater infrastructure project, be sure to reach out to your local McWane Ductile representative. We have team members who've managed small and large water utility systems, served in engineering consulting firms, and bring decades of experience in solving field issues involving pipeline construction and operation. From design to submittal to installation, we strive to educate and assist professionals throughout the water and wastewater industry.
Check Out All Our Digital Offerings
