When it comes to water system project design, there are many factors to consider when utilizing Ductile iron pipe (DI pipe). One of the most important is corrosion prevention, and if correctly addressed, there are great opportunities to design your systems with projected life spans extending well beyond 100 years.

The more than 520 water utilities in the United States with systems more than a century old are evidence that cast iron and Ductile iron products have a long history of providing outstanding service and will continue to do so for future generations. There is a sense of self-worth and pride knowing that the wise decisions we make today will provide safe and reliable water for our families for generations.
Where Corrosion Prevention Begins
Many people don’t realize that corrosion prevention begins with manufacturing. An oxide layer is formed on the outside of Ductile iron pipe during the centrifugal casting process. This layer provides a degree of corrosion protection, regardless of the coating applied.
The McWane Pole Division provides Ductile iron utility poles with or without coatings applied to the upper sections. A number of these weathered poles have been in service for years without any sign of degradation. This resiliency is not surprising given DI has ten times the impact strength, nine times the tensile strength, and four times the burst strength of Polyvinyl Chloride (PVC).
Unlike PVC, Ductile iron does not lose strength over time. It is also not subject to other problems that commonly plague PVC, such as cyclic loading, temperature variations, and degradation that ultraviolet rays cause from exposure to sunlight. For more details, see this helpful blog by my college, Ken Rickvalsky, where he details the differences between DI pipe and PVC regarding cyclic pressures.


A Comprehensive Tool: The Design Decision Model™
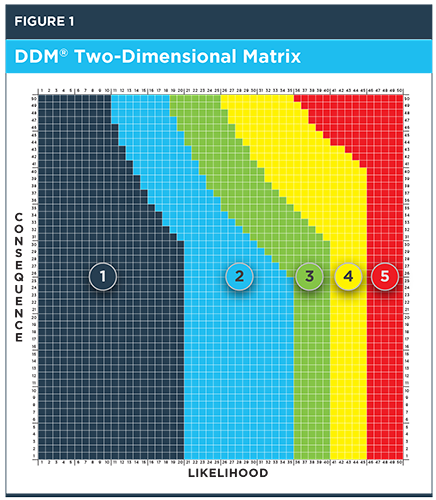
The Design Decision Model™ (DDM™), developed by DIPRA and Corrpro, provides an excellent tool to measure ground conditions and determine the appropriate amount of corrosion control necessary for the situation. The 10-point system, instituted in 1964, measures:
- pH
- Soil resistivity
- Oxidation-reduction (REDOX) potential
- Sulfides
- Moisture
- Chlorides
- Bi-metallic considerations
- Known corrosive environments
Consequence factors include pipe diameter, pipe location and cover depth, and whether an alternative water supply is available.
There are actually more than 2,000 DIPRA test sites throughout the United States. Some of these locations provide the most corrosive soils found in nature. The complete DIPRA publication, The Design Decision Model™ for Corrosion Control of DI Pipe, can be found by using your pe.mcwane.com app or by visiting the DIPRA website at DIPRA.org/Publications/Corrosion Control.
Common Forms of Corrosion Control for Ductile Iron Pipe
The most common form of corrosion control is the installation of polyethylene encasement, which is otherwise known as polywrap. DIPRA began testing polyethylene encasement in 1928, and it was first installed in 1958. Some alternate materials do not have an expected service life as long as the 84 years DIPRA has been conducting tests on polywrap. It is the most proven, least expensive, and most installation-friendly product on the market.

DIPRA continues to work diligently for the water industry and developed V-Bio® Enhanced Polythelyne Encasement. In service since 2013, V-Bio consists of three layers of co-extruded, linear, low-density polyethylene film fused into one layer. The inside surface is infused with an anti-microbial biocide, which mitigates microbiologically influenced corrosion and acts as a volatile corrosion inhibitor to control galvanic corrosion. The film's enhanced properties will not wear out, which provides years of superior protection.
V-Bio also meets the ANSI/AWWA C105/A21.5 standards for polyethylene encasement. However, keep in mind that no products function properly if they are installed incorrectly. In order to assist customers in addressing this issue, the McWane Ductile team hosts field demonstrations and classes. Contact either our National Product Engineers Jerry Regula or Ken Rickvalsky for information about arranging a demonstration or a class. You may also contact your local McWane Ductile sales representative to set up an appointment. These educational services may be used to obtain CEUs.
Zinc Coating for Ductile Iron Pipe
Zinc coatings provide additional corrosion protection when used in conjunction with V-Bio Enhanced Polyethylene Encasement. There are two applications available in the industry. The primary application for Ductile iron pipe is the arc-applied metalized zinc process. The second method is zinc-enriched paint, typically used to coat short spool pieces and Ductile iron fittings.
Zinc is an anodic metal compared to Ductile iron and therefore serves as the sacrificial metal in a corrosion cell. When corrosion occurs, the zinc coating forms a protective zinc oxide dielectric barrier, protecting the ductile iron from corrosion. As with any decision to add corrosion protection to a water system, using the DIPRA Design Decision Model will lead to a comprehensive answer. Zinc would be the proper choice when the combined Consequence & Likelihood scores add up and fall within zone 4 of the DDM® Two Dimensional Matrix.
Cathodic Protection for Ductile Iron Pipe
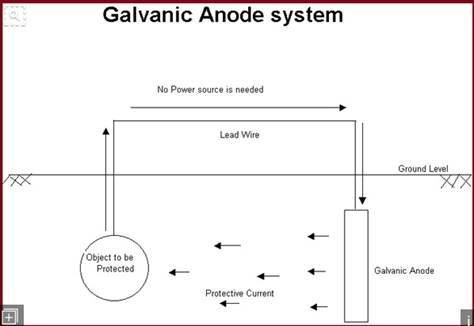
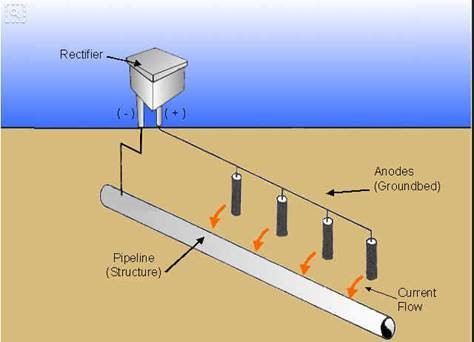
Cathodic protection is also available through the use of galvanic and impressed current systems. To date, these systems have not been frequently utilized, although there has been an increased interest recently with the ascension of the oil and gas industry. Galvanic systems use sacrificial anodes that are electrochemically more active than the structure that they are protecting. The pipeline is connected to the anode, which is in turn connected back to the pipeline. Corrosion occurs within the sacrificial anode and prolongs the life of the pipeline. Induced current systems are like galvanic systems.
However, the difference is in adding a rectifier, which receives a negative charge from the pipeline and delivers a positive charge to the sacrificial anodes. The space required to detail these systems would require an entire magazine, so for more information, visit DIPRA.org or check out this blog by my colleague, John Simpson where he compares V-Bio versus Cathodic Protection.
The above solutions address the outside of the pipe, which leaves the inside. Most ductile water lines are supplied with a cement mortar lining, covered in the ANSI/AWWA C104/A21.4 standard and NSF 61 approved for potable drinking water. All the McWane Ductile facilities are also NSF 372 low lead certified. For non-potable water, we recommend the use of Protecto 401™. Protecto has been in use for more than 50 years with no known failures. Its exemplary record leaves no doubt that it’s the superior choice for internal non-potable system protection.
For generations to come, millions of people will use the water systems that we put into service today, and we are blessed with the tools to make wise decisions before installing these systems. Remember, a system is only as good as the thought and products used to develop it.
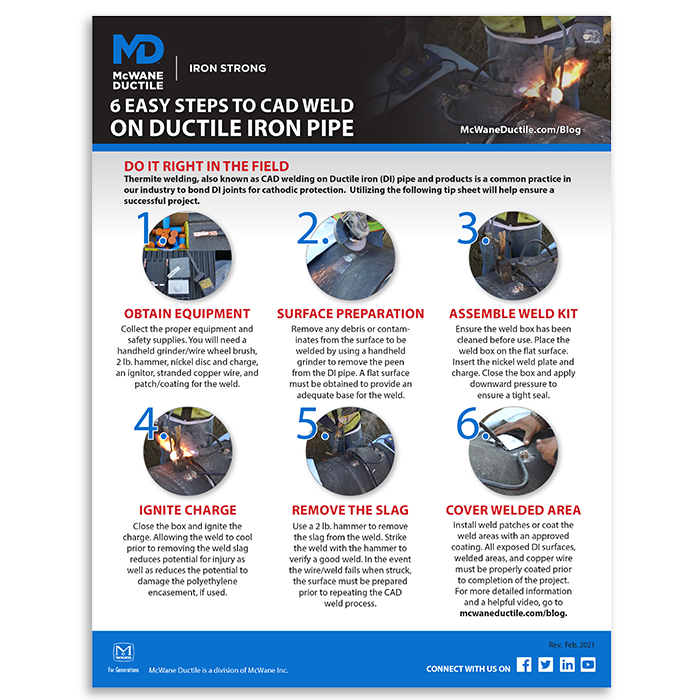
Need to CAD weld on Ductile iron pipe? Be sure to bond joints the right way by following the steps on this free and handy tip sheet!
Need Assistance with Your Waterworks Project?
If you have any questions regarding your water or wastewater infrastructure project, be sure to reach out to your local McWane Ductile representative. We have team members who've managed small and large water utility systems, served in engineering consulting firms, and bring decades of experience in solving field issues involving pipeline construction and operation. From design to submittal, to installation, we strive to provide education and assistance to water professionals throughout the water and wastewater industry.
