
Accountability Through Traceability.
Accountability through traceability. That’s the cornerstone of Quality Assurance in any manufacturing process. Often referred to by the abbreviation QA, if you don’t have firm control of this, you don’t have a product worth using. Quality products where lifetime warranties and reliability begin.
McWane Ductile is dedicated to continuous improvements in both product quality and personnel safety throughout all aspects of the process, in our foundry as well as the end-users’ systems.
Source Information
In full accordance with the latest revision of the ANSI/AWWA C151 standard titled Ductile-Iron Pipe, Centrifugally Cast (commonly referred to as “the manufacturing standard”) Section 6.2, this Affidavit of Compliance is prepared from foundry QA records compiled during the manufacturing process of the pipes themselves.
Quality-focused tests performed include:
Prior to casting, samples are taken and recorded to ensure the iron chemistry is as needed to make good ductile iron pipe – “We can’t make good cookies from bad dough.”
- Base chemistry – raw iron mix as melted into a liquid
- Ductile chemistry – following conversion from melted raw into liquid ductile iron
During the production of the pipe, the following markings are either cast or stamped on to the pipe surface, notably the bell section:
- DI run number – day of the year the pipe was cast (Julian calendar 001 – 365), optional by manufacturing plant choice
- Country, material (i.e. “DI or “DUCTILE”) and year of manufacture – USA DI 20xx
- Location of manufacture or manufacturers symbol – For McWane Ductile, they are specific to each foundry location – MD = Phillipsburg, New Jersey; MCD = Coshocton, Ohio; and MWD = Provo, Utah.
After the pipe have been cast and run through the heat treatment process of annealing, the following tests and inspections are performed:
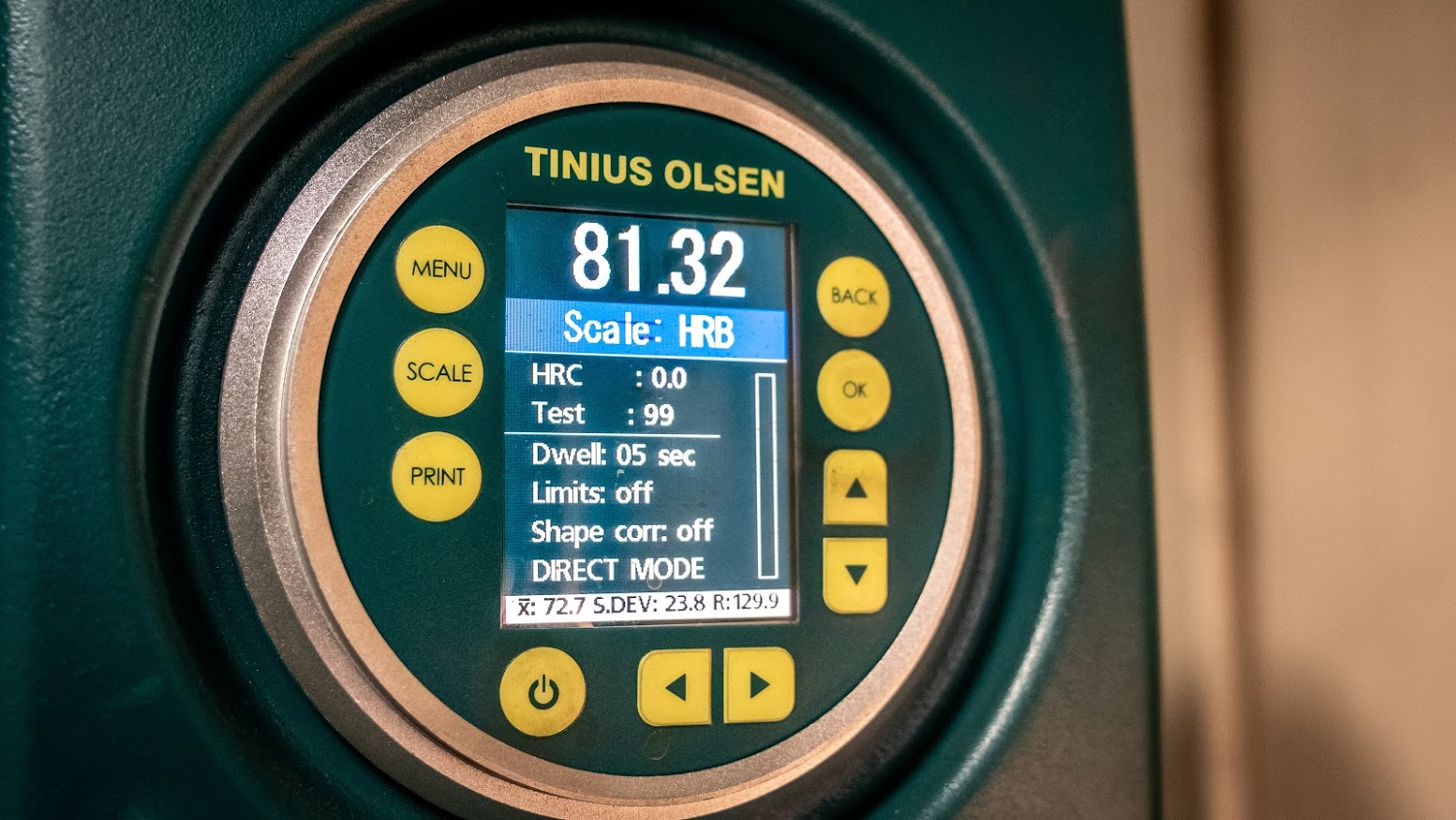
- Charpy test – confirms the impact resistance of the pipe wall.
- Tensile test – confirms flexibility (elongation) and strength properties of the ductile iron ( 60- 42- 10 ) grade. 60,000 psi tensile strength / 42,000 yield strength / 10% elongation between yield beginning and tensile failure.
- Visual inspection from bell to spigot for numerous potential casting defects.
- Gauged inspection confirming critical measurements of the bell section, the size & shape of the spigot end & the pipe barrel.
- 500 psi water (hydrostatic pressure) test of each pipe individually – anything unseen by inspectors should clearly reveal itself here.
- Visual and measurement inspections of the cement lining and paint quality before any bundling of pipes for storage and transport.
The testing listed above is performed at rates reasonable to ensure compliance overall while several specific tests are performed at rates typically four times greater than standard to deliver a greater accuracy in the affidavit of compliance (mill cert) as well as an increased ability to weed-out all non-conformant items.
Process Accountability
Complete traceability is achieved from the combination of integrally-cast markings upon the pipe, along with a time-stamped serial-coded production sticker attached to the exterior of each pipe at the bell end.
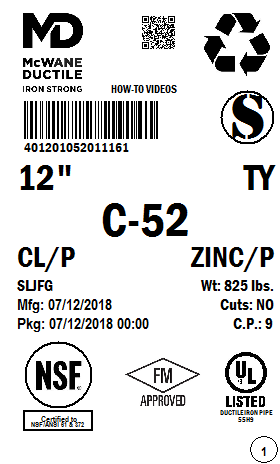
For the purposes of creating a mill cert, the first thing to look at on the sticker is the casting period. On the sample sticker shown here form MD-Utah, the casting period is 9 (C.P.: 9).
This represents a 30-minute period (window of casting) associated to the mill cert to be provided. The ninth casting period of the day would cover minutes 240 to 270 as counted from the beginning of that day’s casting start.
The casting period can be made smaller if requested so prior by the purchasing customer, city, or agency.
Purpose of the Mill Certification
A purchaser has the right to require this affidavit from the manufacturer confirming that the material provided complies with the applicable requirements of the standard. McWane Ductile gladly provides these certification affidavits (“mill certs”) upon request.
Contents
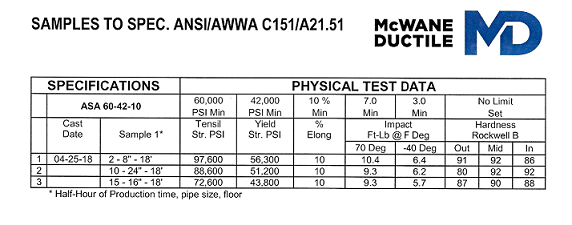
While the mill cert does not contain every variable tested and recorded through the manufacturing process, it does contain all the critical long-term performance values of the constituent metal of the pipe.
The cast date is where it all starts. Pipe diameters involved, tensile / yield / elongation results, impact strengths at room temperature and -40°F, and metal hardness are likewise shown. These values apply to each and all pipes manufactured during the casting period recorded on the mill cert.
Typically, based on the number of machines producing simultaneously and average production rates over a 30-minute casting period, this might speak to anywhere from 75 - 150 pipes in total.
Additional Verifications
Any of the other standardized production records, such as hydrostatic testing record and information specific to that pipe can be obtained upon request if necessary.
Using the date of manufacture in combination with the uniquely created serial ID printed on the pipe’s production sticker, 07/12/2018 and SLJFG in this case respectively, we can look up the entire history of that pipe including all rework actions such as reannealing processes, grinding for dimensional conformance or cosmetic purposes, trimming of the barrel for physical testing and more.
The scannable barcode on the label provides a part number for the pipe, which is very helpful with inventory control and accounting.

Record Keeping
Production records are maintained in full accordance with applicable record retention policies and the requirements of the ANSI/AWWA C151 Standard. McWane Ductile can go back, when needed, and pull from these records to affirm pipe conformance. With the right information, any pipe can be traced back to its previous existence as raw and/or recycled metal.
McWane Ductile Pride
Over the past 20 years, McWane Ductile has been at the forefront of many significant industry advancements. We have demonstrated the proper course to safer and healthier manufacturing, not only for our personnel but the end-users of our products as well.
We were the first to switch over completely to water-based sealcoat for both the inside and outside of our pipes and fittings (2003). We pioneered emission-less manufacturing via state-of-the-art baghouse technology implemented at our production facilities (2005).
We are likewise proud of our well-earned OSHA VPP and EHS standings and awards (2005 – present). Those larger successes are built upon the foundation of things as workaday yet equally critical as compliance with simple product standards. It’s not easy, but it’s worth it, and then some.
To us, it’s not a pipe until it’s assembled with others and reliably carrying fluids for the users . . . for two centuries or more. Yes, modern Ductile iron pipe has no equal regarding proven and anticipated service lives. Building Iron Strong Utilities for Generations is more than a slogan, it’s a core principle of who we are and establishes our commitment to our customers.
For more information about our Mill Certs or anything Ductile Iron Pipe related, reach out to your McWane Ductile local sales rep.

Need Assistance With Your Waterworks Project?
McWane Ductile offers multiple services to our customers extending far beyond manufacturing Ductile iron pipe. From estimating to design, from production to installation, we take great pride in providing education and assistance to water professionals throughout the water industry.
Check out all our digital offerings:
