
I have been on the road for nearly 20 years, talked with numerous contractors and distributors during that time, and there is a common question that I often get asked, "Why do Ductile iron pipe lengths vary?"
It never fails, a pipe order is entered and McWane Ductile ships material to a job site or distributor yard. Someone on-site unloads the pipe and starts to look closely at the material. They are alarmed when they find that a few of the pipe sticks on the truck look shorter than the other pipe sticks. They call over their supervisor, and he agrees that some of the pipe looks different. The next thing that happens is a call to the McWane Ductile sales representative to question why they received short pipe.

In this edition of Iron Strong, I explain the following:
- What lengths are allowed by the American Water Works Association's (AWWA) Standards?
- The reasons why Ductile iron pipe laying lengths vary.
- How to measure laying length on site.
- How McWane Ductile accounts for these differences when loading and billing the pipe.
What is allowed by AWWA Standards?
First things first, let’s understand what ANSI/AWWA C151/A21.51-17, which is the standard by which Ductile iron pipe is manufactured, has to say about pipe lengths.
According to the AWWA Standard, a maximum of 20 percent of the total number of pipes of each size delivered may be provided in lengths that are as much as 24-inches shorter than nominal laying lengths; an additional 10 percent may be provided in lengths that are as much as 6-inches shorter than the nominal laying length.
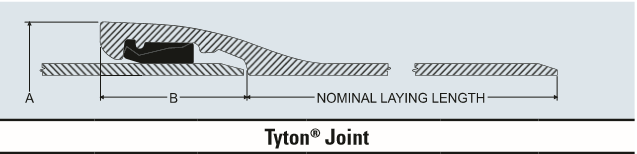
What’s the Difference Between Laying Length and Full Length?
Now you might be asking, what's the difference between the laying length and the full length of the pipe? The laying length accounts for the barrel of the pipe only. It does not include the length of the bell.
Why Do Laying Lengths Vary?
There are several reasons why pipe laying lengths can differ, including these, which we will describe in further detail:
- Bell Depth and Joint Type
- Growth / Shrinkage Due to Temperature Changes
- Charpy Impact Testing
- General Spigot Repairs
At McWane Ductile, our goal is to provide the smallest amount of cut pipe as possible. However, there are always going to be exceptions, and we want you to know why those exceptions occur.

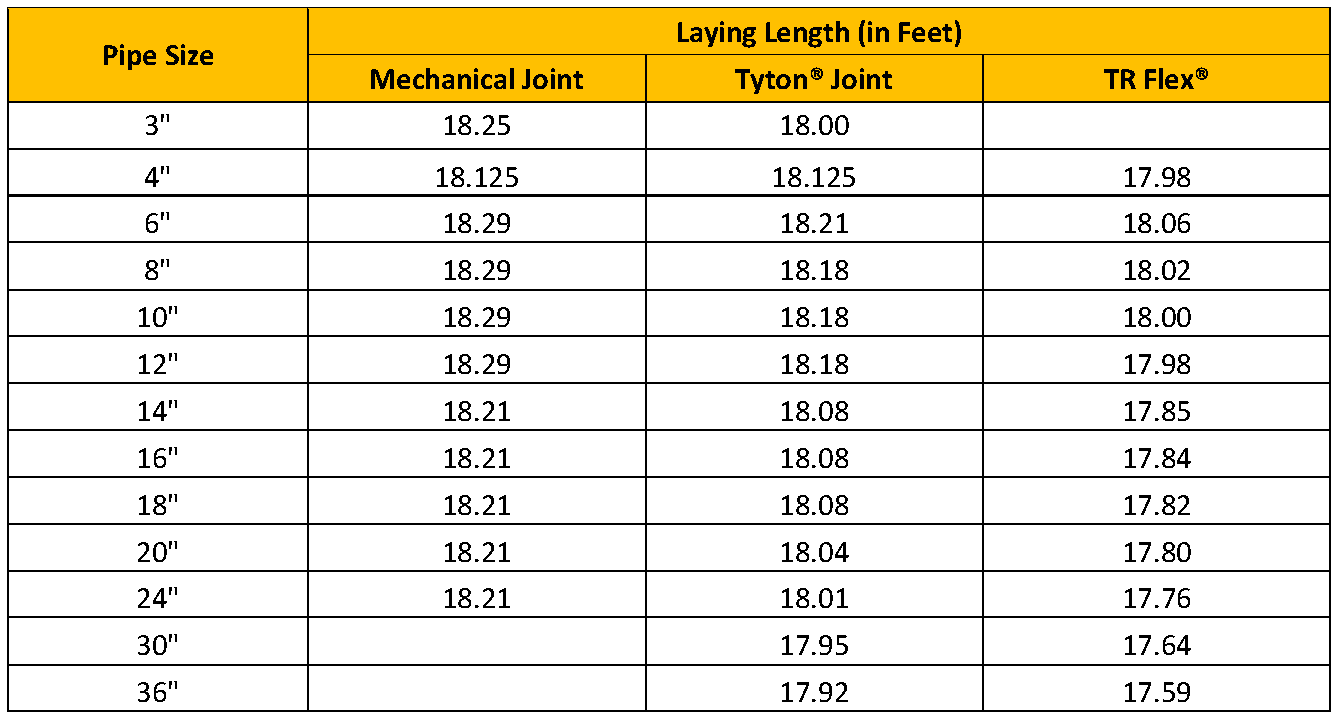
Bell Depth and Joint Type
The depth of the bell and the joint type effect the laying length of each pipe.
The manufacturing of Ductile iron pipe uses a Centrifugal Casting method where the iron is poured into a spinning mold. These molds can vary in length by up to 5/8-inches. In order to cast the bell and hold the molten iron in the mold during the casting process, a sand core is installed in one end of the mold.
The depth of a bell can vary according to the outside diameter of the pipe. The bell depth created for a 36-inch pipe is deeper than that of a 4-inch pipe. Due to this deeper bell depth, the standard laying length of a 36-inch pipe is going to be slightly shorter than that of an as-cast 4-inch pipe.
The type of joint that is ordered will also influence the laying length of each piece. A Mechanical Joint pipe will have a slightly larger nominal laying length than a Tyton® Joint bell. A Tyton bell is going have a slightly larger nominal laying length than a TR Flex® pipe of the same diameter. These differences are realized due to the differences in bell depth between the joint types.
Annealing Process
We all should be aware that higher temperatures cause metals to expand, and cooler temperatures cause metals to shrink. During the pipe making process, the iron changes temperatures several times before it is finally at its ambient temperature.
The molten iron that begins the process is at 2,000+ degrees Fahrenheit. During the annealing process, temperatures can range from 1,325 degrees Fahrenheit to 1,700 degrees Fahrenheit. These fluctuations in temperature can cause a minimum amount of growth and shrinkage, which can result in slight laying length differences from one pipe to another.

Physical Properties and Charpy Impact Test
Ductile iron pipe, as manufactured by any of the three domestic pipe manufacturers, is of a 60-42-10 grade of iron. This means that the minimum tensile strength of the pipe is 60,000 psi; the minimum yield strength is 42,000 psi, and the minimum elongation is 10 percent.
These characteristics are what make Ductile iron pipe a superior product over its Cast Iron predecessor, not to mention a more durable material than any other piping material available on the market today.
There are different testing methods that confirm the strength of Ductile iron pipe. One such test that each manufacturer utilizes is called the Charpy Impact Test. The Charpy Impact Test is used to test a material's toughness, brittleness and ductility. The Charpy test requires a sample specimen to be cut from the spigot of the pipe. Because of this needed specimen, the manufacturer will cut the pipe beyond the point where the sample was removed, bevel the new spigot, and ship to the customer to be used as a standard full-length pipe.
General Repairs to Spigot
The spigot is the plain end of the pipe opposite the bell. During the manufacturing process, the spigot is the most susceptible to defect. Defects can occur either because of the wall at the spigot being below the minimum, rough ends that occur during the iron pour or a spigot can be damaged during pressure testing.
If a spigot issue is found, no matter what the cause, the manufacturer will cut the pipe beyond the damaged area, bevel the spigot, pressure test, and finish as a standard full-length pipe.

How Do You Measure Laying Length in the Field?
Some might think that the laying length of the pipe can be measured by running a measuring tape from the bell face to the end of the spigot. This measurement will give you the overall length of the pipe, but it will not accurately give you the laying length of the pipe.
In order to figure the correct laying length of the pipe, the depth of the bell must be subtracted from the overall pipe length.
Another way to accurately measure the true laying length is to run the tape through the barrel of the pipe from the spigot end until it hangs on the lip at the back of the bell where it transitions to the pipe barrel.

How Does McWane Ductile Account for Differences?
McWane Ductile bills by the true laying length of the pipe. Full length, non-cut pipe is billed at its nominal, average, full length. A cut pipe can be recognized by a beveled spigot rather than a rounded, “bullet nosed” as-cast spigot.
When the pipe is bundled, there are white tick marks added to the face of the bell if the pipe has been cut. Each tick mark, up to 4 marks on a piece of pipe, signifies that 6-inches must be deducted for each tic mark from the invoice for that pipe. All cuts are not standardized at 6-inches. However, any cut between 1-inch and 6-inches will have an invoice deduction of 6-inches.


Once the pipe is loaded on a truck, the shipping department counts the number of tick marks on that load of pipe. They document the cuts so that the pipe load can be accurately invoiced.
I hope that you now understand why there are differences in laying lengths, how to accurately measure the laying length of your pipe, and how McWane Ductile accounts for these differences when billing.
Need Assistance with Your Waterworks Project?
If you have any questions or need additional information, please feel free to contact your local McWane Ductile Representative. We have team members who’ve managed small and large water utility systems, served in engineering consulting firms, and bring decades of experience in solving field issues involving pipeline construction and operation. From design to installation, we take great pride in providing education and assistance to water professionals throughout the water and wastewater industry.
